一、沖壓原理
沖壓是由電機通過三角皮帶牽動飛輪,通過由滾栓、六角凸輪、聯軸節、離合器外套和軸套組成離合器結構。驅動曲軸進行工作,在曲軸的傳動下,帶動滑塊,滑塊在左右導軌的精確導向下,進行往復運動,而使裝置在滑塊底面的上模附著滑塊的運動完成沖壓工作。
二、端子壓著原理
端子壓著是由壓絲腳包住銅絲,起導通與拉力作用。由壓膠腳包住膠皮起固定作用。
端子壓著有以下三大優點:
1. 效率高:壓著速度是焊接速度的幾倍,甚至十幾倍。
2. 方便:針座可任意拔插更換。
3. 壽命長:在裝機后,機器運作過程中,因壓膠腳包住膠皮固定線材不搖動,使它內部的鋼絲不容易斷裂,我們用搖擺測試儀測試時,端壓的產品在與焊接產品相同測試條件下,搖擺測試的次數要多得多。
三、機器設備保養
1. 壓力機不能超負荷使用,工作前必須正確計算零件所需的沖壓力,檢查沖件的材料厚度及材質。
2. 模具刀片安裝穩固,間隙合理。
3. 經常檢查各部工作是否正常,所有連接部位有否松動,及時更換已磨損的零件。
4. 向各潤滑點及摩擦表面加注潤滑油,每班不得少于兩次。
5. 工作時,必須先脫開離合器,使飛輪處于空轉位置后方可開動電機。
6. 電氣裝置必須經常保持清潔、干燥、定期檢查。
7. 發現故障或異常現象,應立即停機,不得帶病工作,定期進行全面檢查維護調試。
四、機器調試、故障排除與安全
1. 技術工在調試端子機前要先關掉電源,并掛“維修中”的掛牌。
2. 先換裝好所需的刀片,調好定位位置,手動轉盤運作機器。確認上下刀片的位置,高度是否對好,切刀與上外刀片是否配合緊密。注意刀片是否會沖壞定位,確認合格后:調整送料模具位置,將端子穿過送料模具,將端子移放在刀片的沖壓位置,調好送料器,手動轉盤運作機器,確認送料間距與位置,調整合格以后,開啟機器電源,踩腳踏開關試壓線材,以確定端子拉力,高度,外觀符合要求后試插孔座,合格后正常生產。
3. 不可兩人同時調試或操作同一臺機器,以免發生意外。
4. 壓端機在運作時,不得將手或異物去弄卡位的端子,不得將手或其他部位靠近機器的運作部位(如:轉盤、刀片等);留長發者必須佩戴帽子,并將頭發放入帽子中,以免將頭發卷入轉盤。
5. 端壓員工在工作時,不得與人閑聊,談論工作問題或暫離崗位時需關掉電源。
6. 非壓端組人員與工程人員不得調試、啟動機器。
五、刀片設計原理
刀片的設計
1. 刀片主要有上內刀、上外刀、下內刀、下外刀。
刀片的主體是根據模具的結構而設計的,沖壓接觸點是根據端子腳的寬度、長度與所壓的線材直徑來設計的。
我們主要講的是接觸點的設計
2. 上外刀(圖1)與上內刀(圖2)主要接觸點的設計。
1)上外刀(圖1)B點的距離為端子(圖3)的B點距離。
2)上外刀(圖1)C點最大距離不超過端子(圖4)的C點距離,一般以作業員分線時好操作,又不容易斷刀片為標準,設計為最小值。
3)上內刀(圖2)B點的距離為(圖3)中的D點距離。
4)上內刀(圖1)C點最大距離不超過端子(圖4)的C點乘以2再減去(圖3)B點距離,一般以作業員好操作,刀片不易斷為標準。
5)上內刀的寬度為(圖5)的F標注的長度,上外刀的寬度為(圖5)所示的G標注的長度。
3. 下外刀(圖6)與下內刀(圖7)主要接觸點的設計。
1)下外刀(圖6)I點的距離為端子(圖3)中的I點的距離。
2)下外刀(圖7)E點的距離為(圖5)中的E點的距離。
3)下外刀(圖6)的厚度為(圖5)中的J點長度。
4)下內刀(圖7)的厚度為(圖5)中的K點長度。
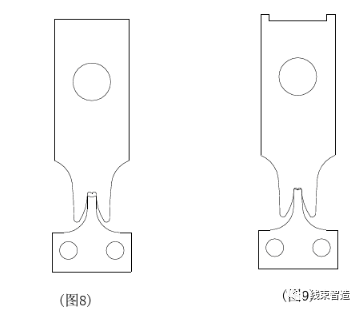
4. 上外刀與下外刀的互配性(圖8),上內刀與下內刀的互配性(圖9)
來源:http://www.sjzwq.cn/